> 新厂地址:巩义市芝田镇梧桐路与建业路交叉口向西300米即到。
> 电话:0371-64365751
> 传真:0371-64365751
> 网址:http://www.fang-rui.com
> 手机号码:13937165661
18538168575
> 联系邮箱:1036918071@qq.com
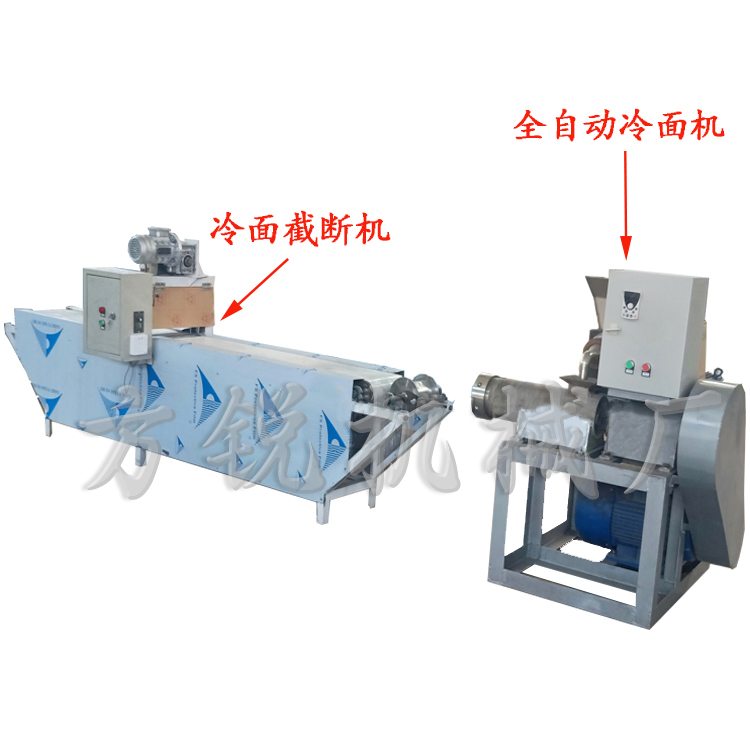
米线机模具压力调整需遵循“先检查、再微调、后固定”原则,全程逐步操作,确保出料稳定、米线成型均匀。
停机检查与准备:先关闭米线机电源,松开模具锁紧螺母,检查模具是否平整、密封圈有无破损,清理模具孔内残留米浆与结块,避免堵塞导致压力不均。确认米浆浓度、熟化温度达标,为压力调整打好基础。

初步设定压力:合上模具并轻锁螺母,启动设备空转1-2分钟,再匀速送入米浆。观察出料状态,若出料慢、米线松散易断,说明压力偏小;若出料过快、米线发硬发焦,说明压力偏大。
逐步微调压力:通过调节机头压力螺杆(或螺旋转速)调整压力,每次旋转不超过1/4圈,严禁大幅加压。压力偏小则顺时针微调螺杆加压,压力偏大则逆时针减压。每调一次,观察30秒出料,看米线是否连续、表面光滑、粗细均匀、无断条。
匹配温度与米浆状态:温度偏高时适当降压,防止糊管;温度偏低时小幅加压,保证熟化。米浆偏干略加压,偏稀则降压,避免出料不均或粘连。
固定压力并稳定生产:出料稳定后,锁紧调节螺母,记录当前压力参数。生产中若出现抖动、异响、出料忽快忽慢,立即降压检查,不可强行高压运行。
停机前减压:生产结束前,先降低模具压力,再停止进料,避免余料高温高压碳化,方便下次清理,延长模具寿命。

扫一扫,关注方锐机械官方网站!